

According to different production methods, DIN17175 13CrMo44 seamless tubes can be divided into hot rolled 13CrMo44 tubes, cold rolled 13CrMo44 tubes, cold drawn 13CrMo44 tubes, extruded 13CrMo44 tubes, etc.
Hot rolled DIN17175 13CrMo44 seamless tube are usually produced on automatic tube rolling mill. The solid tube blank is checked and removed to remove the surface defects, cut into the required length, and centering on the end face of the tube blank, then sent to the reheating furnace and perforated on the piercer. At the same time, perforation keeps rotating and advancing. Under the action of roller and plug, a cavity is formed inside the tube blank, called capillary. Then send to the automatic tube mill and continue rolling. At last, the whole machine is full wall thickness, and the diameter is fixed by the sizing machine to meet the specifications. It is an advanced method to produce 13CrMo44 seamless tube by means of continuous tube rolling mill.
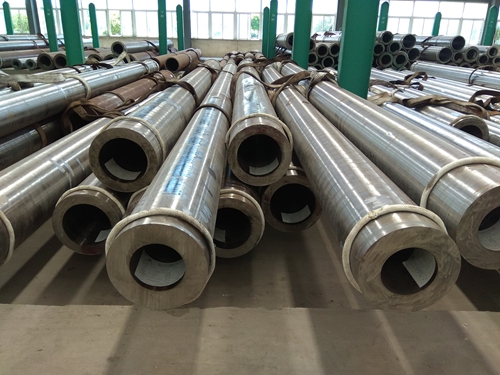
If you want to get DIN17175 13CrMo44 seamless tube with smaller size and better quality, cold rolling, cold drawing or combination of them must be adopted. Cold rolling is usually carried out on the two roll mill, and the 13CrMo44 steel tube is rolled in the annular pass formed by a variable cross-section circular hole and an immovable conical plug. Cold drawing is usually carried out on 0.5~100T single chain or double chain cold drawing machines.
The extruded 13CrMo44 seamless tube will be heated in a closed extruded cylinder, and the perforated rod will move along with the extrusion rod, so that the extruded part will be extruded from the smaller die hole. This method can produce 13CrMo44 steel tube with smaller diameter.
Just like you, 70% customers choose long-term cooperation with BBN steel not only for our good product and service quality, good reputation in the international market, but also for our experienced one-stop raw material supply and further steel processing!








Henan BEBON Iron&Steel co.,ltd.

 Language
Language
 Online Consultation
Online Consultation

