


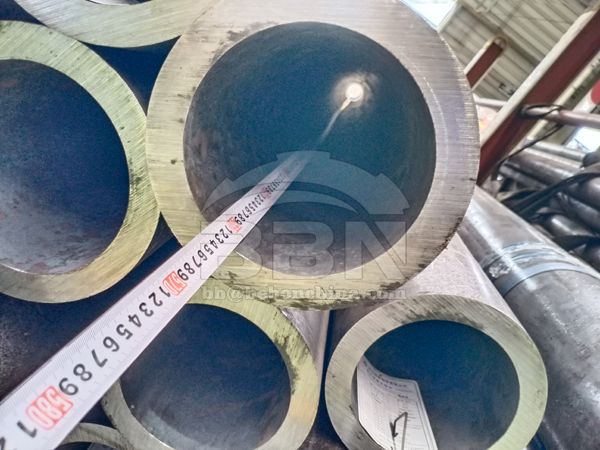
1. The internal and external surfaces of API 5L X52 PSL2 steel pipe are not allowed to have cracks, folds, folds, delaminations, scars and scales. These defects should be completely removed. The grinding to remove surface defects should be a smooth transition. The depth of removal should not exceed the negative deviation of the nominal wall thickness. The actual thickness of the defect removal area should not be less than the minimum wall thickness allowed by API 5L X52 PSL2 steel pipe. Welding method should not be used to fill in.
2. On the inner and outer surfaces of API 5L X52 PSL2 steel pipe, straight lines must be polished, the depth of removal must not exceed the negative deviation of the nominal wall thickness, and the actual thickness of the defect removal area should not be less than the minimum wall thickness allowed by API 5L X52 PSL2 steel pipe.
3. The oxide scale on the inner and outer surfaces of API 5L X52 PSL2 steel pipe should be removed, and API 5L X52 PSL2 steel pipe does not require anticorrosion treatment such as painting.
4. End shape: both ends of API 5L X52 PSL2 steel pipe should be cut at right angles, and burrs should be removed.
5. Solder joints are not allowed on API 5L X52 PSL2 steel pipe.
Just like you, 70% customers choose long-term cooperation with BBN steel not only for our good product and service quality, good reputation in the international market, but also for our experienced one-stop raw material supply and further steel processing!







Henan BEBON Iron&Steel co.,ltd.

 Language
Language
 Online Consultation
Online Consultation

